


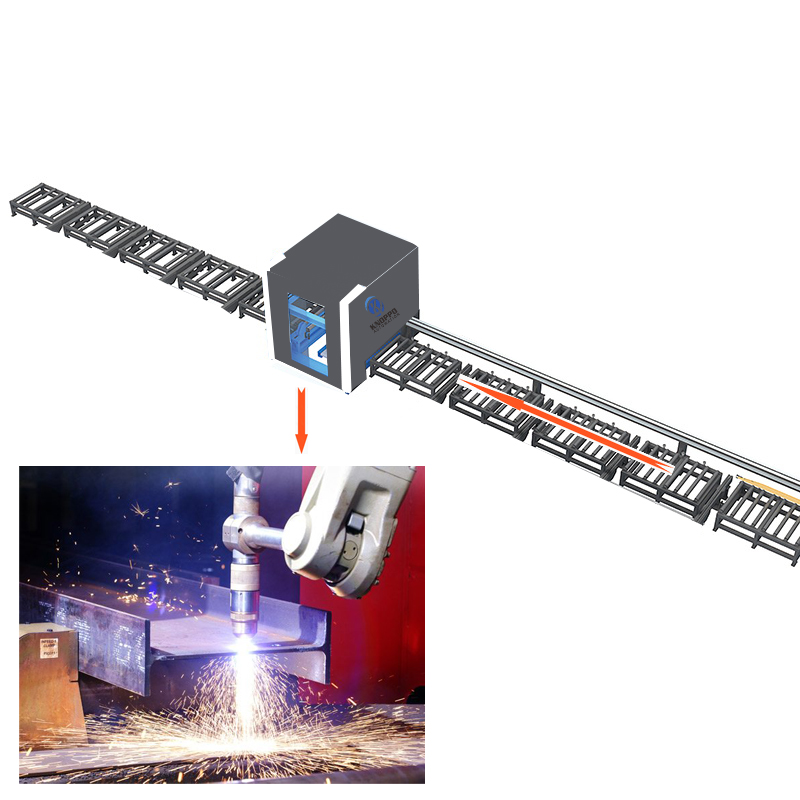
این دستگاه برش پرتو H به طور گسترده ای در برش و پردازش قطعات ساختاری خط لوله در ساخت و ساز، شیمیایی، کشتی سازی، مهندسی مکانیک، متالورژی، برق و سایر صنایع استفاده می شود.در گذشته، بیشتر این نوع پردازش از تکنیکهای عملیاتی معکوس و پیچیده مانند ساخت نمونههای اولیه، خطکشی، لوفت کردن دستی، برش دستی و پرداخت دستی استفاده میکرد.دستگاه برش خط متقاطع CNC می تواند چنین قطعات کاری را بسیار راحت برش داده و پردازش کند.نیازی به محاسبه یا برنامه نویسی توسط اپراتور نیست.فقط باید شعاع لوله، زاویه تقاطع و سایر پارامترهای سیستم تقاطع لوله را وارد کنید و دستگاه می تواند به طور خودکار خط متقاطع لوله را قطع کند.سوراخ های خط متقاطع و شیارهای جوش.دستگاه برش خط متقاطع لوله CNC کنترل دیجیتال را اتخاذ می کند و تجهیزات [تعداد محورهای کنترل دو تا شش محور و سایر مدل های مختلف است.هر مدل در طول برش، مانند ساعات کار، محور کنترل را به هم متصل می کند و عملکردهای برش خطوط متقاطع مختلف و سوراخ های متقاطع را دارد.توابع برش اریب با زاویه ثابت، مورب نقطه ثابت و برش با زاویه متغیر.عملکرد جبران برش لوله
| منطقه کار | نام | مولفه های |
| پرتو H/من پرتو/کانال فولادی/تیر فولادی زاویه ای | 600mm-1500mm | |
| روش برش | پلاسما/شعله | |
| طول برش موثر | 12 متر | |
| فرم برش پروفیل | برش مستقیم با طول ثابت، برش مورب طول ثابت | |
| مواد قابل اجرا | فولاد ساختاری کربن، فولاد ضد زنگ | |
| برش دادن | منبع انرژی پلاسما | 200A |
| روش | ضخامت برش پلاسما | ضخامت برش سوراخ 1-45 میلی متر |
| ضخامت برش سوخت اکسی | ضخامت برش عمودی <60 میلی متر | |
| برش اریب | ± 45. | |
| دستگاه دقت | دقت برش در طول | ± 1.5 میلی متر |
| سرعت برش | 10 تا 2000 میلی متر در دقیقه | |
| سرعت حرکت | 10 تا 6000 میلی متر در دقیقه | |
| محور | محور ربات | محور X: حرکت مشعل برش به چپ و راست |
| محور Y1 و محور Y2: محور همگام سازی دوطرفه واقعی: حرکت مشعل برش به جلو و عقب | ||
| A Axis: چرخش مشعل برش | ||
| محور B: مشعل برش خمیازه می کشد | ||
| محور C: قطعه کار خارجی به تغذیه افقی است | ||
| ZAxis: مشعل برش بالا و پایین | ||
| وزن | حداکثر وزن پروفیل که باید برش داده شود | 5000 کیلوگرم |
نمونه
ویدیو





